变压器铁心是主磁通的通道,也是器身的骨架。铁心片剪切的质量要求直接关系铁心的性能及叠装的系数的高低。变压器的损耗主要是铁损耗和铜损耗,铁心的损耗则直接表现在对硅钢片牌号的要求上,而更主要的表现在铁心片加工过程中的质量要求和操作指导。而铁心片在剪切过程中的质量好坏直接关系到叠装系数的高低,更关系到变压器性能的好坏。
变压器铁心的结构可以分为三柱、四柱、五柱和框型等多种结构。根据不同的结构和要求,又有不同形式的片型铁心片加工设备的全面要求也越来越高。在加工铁心片过程中,最主要的是保证加工铁心片的毛刺、长度和角度符合技术标准的要求,现代变压器铁心在叠装时多采用叠接式工艺。隙则是在叠装时最重要的保证参数,如果铁心在叠装时隙过大,则会增加磁阳和励磁电流,产生过热。而造成气隙过大的主要原因就是硅钢片在剪切过程中尺寸过短。如果隙过小,则意味着剪片过长,在装配叠片时易造成搭片。在这两种情况中,剪片过长易于进行返工修理,使之达到合理的尺寸要求。而剪片过短则会造成材料的浪费。
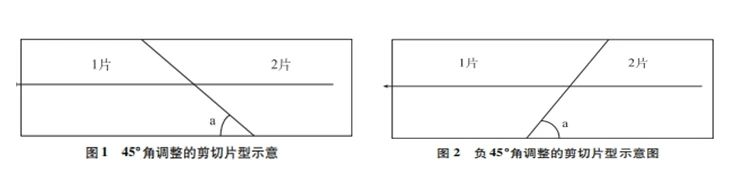
孟颖超等研究人员对变压器横剪线设备在剪切工艺过程中剪切误差的产生原因开展了研究,并从长度误差、角度误差、毛刺的产生及消除以及V冲刀具部位加装吹料辅助装置改进等方面进行了系统的分析。进给误差首先取决于机床的定长方法,因此要解决进给误差可采用修整或调整长度比例校正等方法得到补偿,在乔格生产线中有自动和手动两种修正方法:1)自动修正的两定点长度,以主送料辊后为起点,以接近开关为终点。2)手动修正是打开片型和尺寸界面,对过长或过短进行修改。产生长度偏差的因素包括剪刃口偏差、电源、气源、液压系统等因素的波动干扰造成的误差、送料棍的偏差造成的误差等几个方面,研究人员分别对相关因素进行了分析并提出解决方案。角度误差是由于定位及片宽不准造成的,对于挡块定位的设备以及固定剪床的生产线,可借助调整挡块和机床相对生产线、中心线的角度来解决。研究人员从通过0°角的调整、45°角调整、负45°角调整等几个案例分析了调整角度误差的解决方案。
铁心片毛刺过大不仅会引起剪切片与剪切片之间的短路,增加涡流损耗,而且还会严重影响叠装尺寸和质量,使铁损增加。造成毛刺的主要原因有:一是冲模和刀刃之间的间隙调节不当或安装方法不正确,如剪切间隙过大就容易造成拉丝现象,使生产出来的硅钢片边缘出现毛刺连续且均向一侧翻出;二是毛刺虽然均向一侧,但不连续,这种情况往往出现在横剪刀沿长度间隙不均或刀刃呈波浪型;三是刀刃出现磕伤,会使剪出的硅钢片有边缘有缺口。这种情况往往出现在装刀时安装方法不正确而造成的,这时,只需要重新刃磨刀具或更换新刀具即可解决。
4、V冲刀具相对应。当然,加工的难易程度也各不相同。现代变压器行业中经常用到的有近二十多种片型结构,对于部位加装吹料辅助装置改进
V冲是横剪线剪切设备必不可少的刀具,也是拆装难易程度最为复杂的横剪剪切刀具。使用过程中会存在刀具磁性增加吸附力增强、二次重刀,从而影响刀具使用寿命和产品质量,造成硅钢片表面出现压伤损伤及毛刺超标。改进方法是,安装独立气管管道和独立吹气开关装置,加工带有小斩角片片型时,打开独立吹气开关装置吹掉斩下的吸附在刀具上的小斩头,避免二次重刀,可保证产品质量,提高生产效率,并延长刀具的使用寿命。研究人员认为:在变压器铁心片剪切过程中,由进给误差引起的长度误差最小,而剪切刃角度误差包括它所引起的直线度所导致的长度误差相对较小,另外必要的波动调整所产生的随机误差也较大。送料装置的安装和使用不当造成的误差是最大的,出现不同问题时应及时排查故障点,分析原理、制定调整维修方案,避免造成材料出现质量问题所带来的材料损失和影响维修效率的提高。











