







液态合金在固体基片上的润湿性及其界面上的相互作用在各种材料加工应用中非常重要,并在很大程度上决定了材料加工的可行性和产品的最终性能。目前,传统的研究主要集中在晶态合金基板上,很少涉及非晶合金基板。
众所周知,非晶态合金处于亚稳态,大量的热输入会导致晶化从而进一步恶化其性能。软钎焊作为一种对非晶合金结构影响较小的低温焊接技术,可以有效避免非晶合金的晶化转变及其导致的性能恶化。钎料与非晶合金良好的润湿性及界面反应是此过程的先决条件。因此,研究液态钎料在非晶合金基板上的润湿行为及界面特征具有很大的理论和工程意义。

实验材料和制备
将非晶Fe84.3Si10.3B5.4合金薄带切成25mm×25mm×30um的基片备用。
实验选用熔点低于250℃的Sn、Sn-Pb、Sn-Bi和Sn-Cu作为钎料,表1为四种钎料成分及相应的熔点。

表1:四种钎料的熔点
实验过程
润湿实验前,需要对基片和钎料进行预处理。采用砂纸打磨抛光去除非晶合金基片表面的氧化物并在酒精中超声波清洗,确保其表面粗糙度基本一致。钎料球也进行打磨、去除氧化皮,然后在酒精中超声波清洗。采用光学接触角测量仪研究钎料在非晶合金基片上的润湿行为。将预处理后的钎料球放在非晶合金基片的中央,添加少量的助焊剂覆盖在上方,然后一起放在加热腔内,设置加热腔内的温度使其在氮气气氛保护下分别加热至250℃、300℃、350℃和400℃且保温30min。从钎料熔化开始记录观察液体钎料在非晶合金基片上的润湿状态,获得钎料在非晶合金基片上润湿角随润湿时间变化情况。

四种钎料在非晶合金上的静态润湿
通过静态润湿实验可获得四种熔融钎料在非晶Fe84.3Si10.3B5.4合金基片上的最终平衡润湿形貌和润湿角。在250℃下四种钎料在非晶Fe84.3Si10.3B5.4合金基片上的最终平衡润湿形貌和润湿角如图1所示。
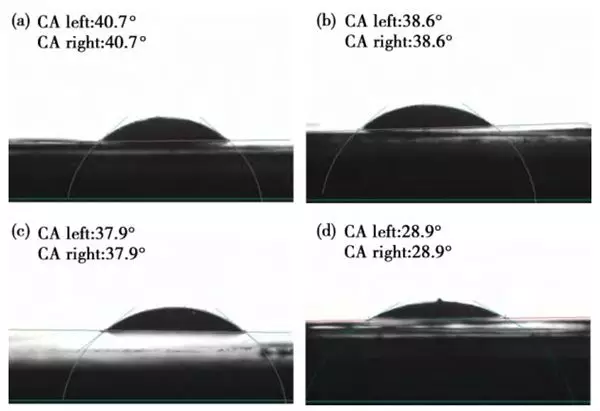
图1:250℃下四种钎料在非晶合金基片上的最终平衡润湿形貌
(a)Sn,(b)Sn-Cu,(c)Sn-Bi,(d)Sn-Pb
由图1可看出,四种钎料在非晶合金基片上铺展过程很相似,但纯Sn钎料在非晶合金基片上的最终平衡润湿角最大,其次是Sn-Cu、Sn-Bi,平衡润湿角最小的是Sn-Pb。因此,四种钎料在非晶Fe84.3Si10.3B5.4合金上的润湿效果的优劣排序依次是:Sn-Pb,Sn-Bi,Sn-Cu。首先,钎料的熔点越低,其粘度越小,钎料内部原子的扩散能力越强。由四种钎料的熔点可得钎料内部原子的扩散能力从弱到强排列顺序是:Sn<Sn-Cu<Sn-Pb<Sn-Bi。
四种钎料与非晶合金的界面特征
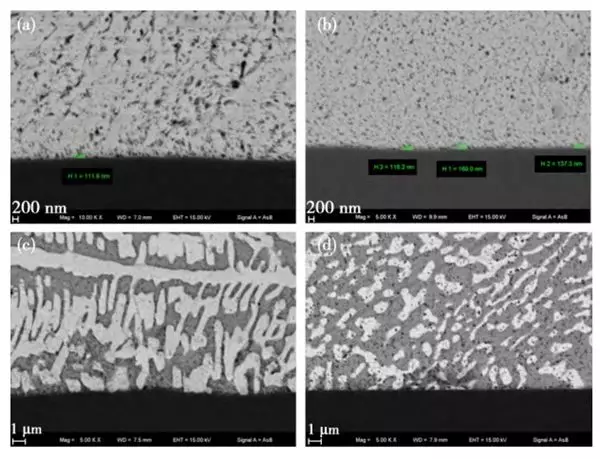
图2:250℃钎焊30min后四种钎料和非晶合金界面SEM形貌
(a)Sn,(b)Sn-Cu,(c)Sn-Bi,(d)Sn-Pb
由图2可知,在250℃下保温30min,Sn/非晶合金基片以及Sn-Cu/非晶合金基片的界面上出现了不连续的薄层化合物。因此,综合以上三方面因素,四种钎料在非晶Fe84.3Si10.3B5.4合金基片上润湿性的优劣排序依次是:Sn-Pb,Sn-Bi,Sn-Cu,Sn。
众所周知,良好的润湿性和适度的界面反应是高可靠性钎焊的先决条件。在润湿性方面,250℃钎焊温度下,Sn-Pb钎料在非晶Fe84.3Si10.3B5.4合金上的润湿角最小,其次是Sn-Bi、Sn-Cu,润湿角最大的是Sn。但由于Sn-Pb中的Pb污染环境且严重威胁人类的健康,考虑到环境保护和人类的可持续发展,因此首先选择Sn-Bi和Sn-Cu作为焊接此非晶合金的钎料。从界面反应方面考虑,在250℃下Sn-Bi钎料在非晶合金表面润湿30min后,没有观察到界面化合物的析出。
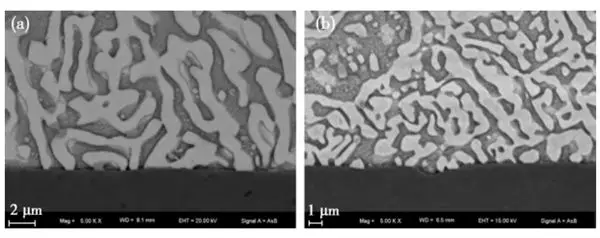
图3:Sn-Bi钎料和非晶合金界面SEM形貌:(a)300℃,(b)350℃
由图3可以看出,Sn-Bi钎料/非晶Fe84.3Si10.3B5.4合金在300℃和350℃钎焊30min后界面上均没有观察到化合物的形成。因此,综合良好的润湿性、适度的界面反应及环境保护三个方面考虑,最终选择Sn-Cu钎料作为非晶Fe84.3Si10.3B5.4合金焊接的优选钎料。
不同温度下Sn-Cu在非晶合金上的润湿性
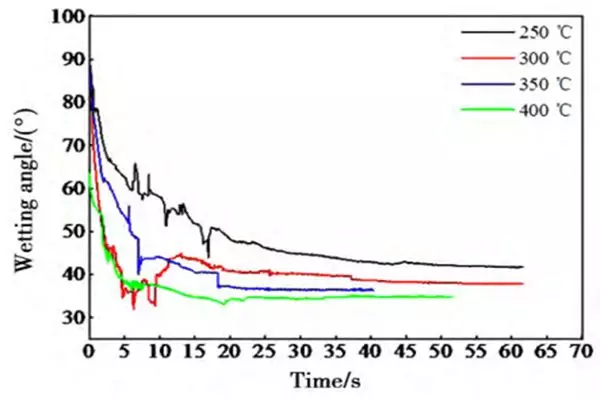
图4:不同温度下Sn-0.7Cu钎料在非晶合金基片表面上的动态润湿曲线
图4为不同润湿温度下Sn-Cu钎料在非晶合金基片上的润湿角随时间变化的曲线(动态润湿曲线),可以看出在所有的润湿温度下,Sn-Cu钎料在非晶合金基片上的润湿角均随着时间的延长先减小最后趋于稳定。图4还可看出,随着润湿温度的升高,钎料熔体在非晶合金基片上的最终平衡润湿角减小,且到达平衡润湿的时间缩短。其原因可能是:一般情况下,随着温度的升高,润湿性越好,且润湿性可通过固液相中原子之间的键合作用来提高,如在界面上形成化合物可以有效提高其润湿性。因此,Sn-Cu钎料在非晶合金基片上的润湿性随着润湿温度的升高而改善。
不同温度下Sn-Cu与非晶合金的界面特征
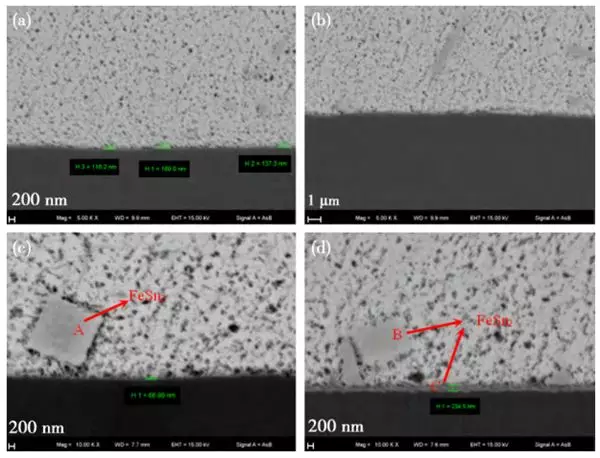
图5:钎焊:30min后Sn-0.7Cu钎料与非晶合金界面SEM形貌
(a)250℃,(b)300℃,(c) 350℃,(d)400℃
从图5中可以看出:在250℃和300℃钎焊30min后薄层化合物在Sn-Cu与非晶合金基片的界面上间断分布;在350℃和400℃钎焊30min后薄层化合物在Sn-Cu与非晶合金基片的界面上连续分布,其厚度随着温度的升高而增加,同时大块状金属间化合物在界面上方附近钎料内部形成。这是由于随着钎焊温度的升高,非晶合金基片中Fe原子以及Sn-Cu钎料熔体中Sn原子的扩散能力大大提高,从而导致界面反应增强。
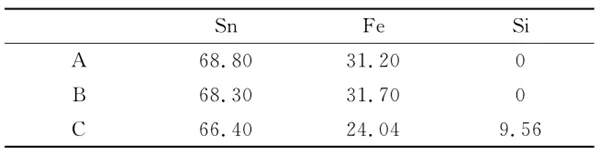
表2:图5中各点的EDS分析结果(原子分数/%)
表2为图5中标出各点的能谱成分结果。由表2可知在350℃、400℃钎焊30min后界面上方附近钎料内部的大块状化合物和界面处薄层连续化合物的主要成分是Sn和Fe,其原子含量比例约是2:1。根据Fe-Sn二元合金相图,在513℃以下,尽管Sn和Fe可形成FeSn和FeSn2两种化合物,但Fe原子在液态Sn中的溶解度非常小以至于钎焊温度为513℃时在界面上迅速形成FeSn2化合物,前期研究发现钎焊温度低于513℃时FeSn2化合物是Sn/Fe、Sn/钢及Sn基钎料/Fe界面上形成的主要化合物。因此,综合上述分析可确定350℃、400℃保温30min后Sn-Cu与非晶Fe84.3Si10.3B5.4合金基片的界面处连续的化合物和界面上方附近钎料内部的大块状化合物是FeSn2。
钎焊过程中液态Sn-Cu钎料在非晶Fe84.3Si10.3B5.4合金基片上润湿铺展发生物理化学相互作用,这种作用可分为两个过程:①液态Sn-Cu钎料中的活性Sn原子向非晶合金中扩散;②非晶合金中的活性Fe原子向液态钎料溶解扩散,导致钎料充分合金化。

(1)综合良好的润湿性、适度的界面反应及环境保护三个方面考虑,选择Sn-0.7Cu钎料作为非晶Fe84.3Si10.3B5.4合金焊接的优选钎料。
(2)在250℃、300℃、350℃和400℃钎焊温度下,随着温度的升高,Sn-0.7Cu钎料在非晶Fe84.3Si10.3B5.4合金上的最终平衡润湿角越来越小,润湿性越来越好。
(3)随着钎焊温度的升高,薄层化合物在Sn-Cu与非晶Fe84.3Si10.3B5.4合金基片的界面处由间断分布变为连续分布,其厚度也逐渐增加,同时大块状金属间化合物FeSn2在界面上方附近钎料内部形成,界面反应逐渐增强。
来源:材料导报 2018年第32卷第9期 侯斌 刘凤美 王宏芹 李琪 万娣 张宇鹏《不同温度下Sn-0.7Cu钎料在铁基非晶合金上的润湿行为及界面特征》
