[第5年] 指数:8
[第5年] 指数:8 通过变压器市场网信用论证中心认证
通过变压器市场网信用论证中心认证 
一 (1) .全自动波纹片成型机说明
本公司采用新型的工作稳定的波纹片成型机,整个机座都是由整体厚钢板拼装焊接制成,保证了机身的牢固和不变形的因素。其支撑前模滑轨选用最先进的BGR45--1450直线导轨,既提高了耐用度更保证了运行的精度。(现国内和国际上的所有精密机床,导轨均采用精密的直线导轨)
在主要的运动环节中,切刀运动采用直线导轨,保证了运动的精度和稳定性,后模上下运动导轨采用了耐磨铸铁材质,更加坚固耐用。
芯板运动也是重要的组成部分,它直接影响到产品的质量,我们采用了精密的机构运动方式,包括用了直线导轨,及多组精密齿轮齿条传动,精度高.传动平稳.位置正确,从而保证了产品的质量。
成型机电控系统通过控制人机微电脑系统实现智能自动控制,对不同规格工艺要求可内部单独储存配方。大大减少了人工操作繁琐。设备实际工作时,板材由板宽装置定位机构进入波纹片成型机导向中,经过挤压制成均匀的折叠波纹。成型后根据要求自动用剪刀切断,制成成品,进入波纹片自动焊接机进口,进行自动焊接操作。
最后形成了一整套生产流程机构,从波纹片自动放卷机→波纹片成型机→波纹片自动焊接机。
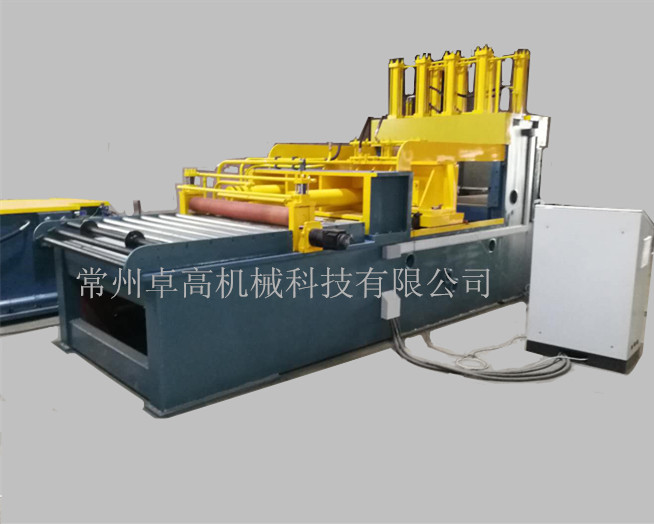
一 (2)、成型机设备结构和功能:
BW1300-型波纹片成型机主要构成由:主机、放料架、液压系统、电控系统、接料平台、剪切系统。
1. 设备主要由放料架、导向机构、输送轨道、液压成型、液压剪断等部件组成,床身为板材结构件焊成,采用14毫米铁板双层拼接制成。闸模.动模材料经过热处理。定长送料机构采用精准的形星减速机配伺服电机,闸模下梁采用可更换压条板。
2. 标配放料架采用胀芯式结构,内径为460—520宽度1300.载重5T.
3. 前后运动和上下运动导轨均采用进口直线导轨模组,更精准.更耐用。
4. 液压剪切部件用于波纹片的切断。刀口剪下工件尺寸由设备配方自动完成。保证精度。剪刀口材料采用高强度材料,保证长久耐用。
5. 电控系统:采用现有工控系统最先进的自动程序运动控制器及人机界面(plc+hmi)型式,低压电器主件均采用进口原件。设备所有电控连接头都设计成航空插头,便于以后维护维修。
6. 液压系统:液压泵站采用单电机双联泵设计,更加节能环保。有效总流量大于100L/min.并配置水冷却装置。电磁阀是整个设备的运动核心部件,我们全部采用华德品牌,油路阀块与管路接头全为H型链接,使设备长时间工作更加稳固不易漏油。油路密封全部采用进口密封配件。另外我们设备注重对整个高压油管和管路设计。能尽量不用高压软管的地方尽量不用,全部采用厚壁无缝管焊接制作,大大降低设备以后的漏油隐患问题,同时也让设备更加美观合理。
一(3)主要规格和技术参数:
1. 本公司生产BWZ-1300型波纹片型机
2 主机外形尺寸4800×1700×2600
3 放料架尺寸 1620×1700×820
4 钢板外开形尺寸1.0—
5 能生产波纹高度 50
6 最小波纹节距 ≥
7 波纹片宽度:300
8 波纹片油道净空距≥
9 成型速度(25----40)秒/片
一(4)设备的主要部件及配置:
|
序号 |
名称 |
品牌 |
|
1 |
油泵电机 |
大洋电机 |
|
2 |
液压油泵 |
台湾旭田 |
|
3 |
PLC |
韩国LG |
|
4 |
油缸 |
高压定制油缸 |
|
5 |
电器 |
施耐德 |
|
6 |
电磁阀 |
华德 |
|
7 |
继电器 |
施耐德 |
|
8 |
HMI |
台湾 |
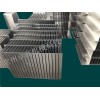
波纹片成型机配件
本机型机座采用优质钢板材料拼装焊接制成,并进行冷处理。以达到牢固,不变形。机械加工步骤合理分配。机械运动部件全部采用高精度,高稳定性的标准直线导轨设计模式,让使用寿命大大延长,同时为今后的维护保养提供方便。特定机械部位采用特殊材质,以达到的机械特性。为生产的产品大大的提高了精准度和缩小了公差.