












 [第6年] 指数:8
[第6年] 指数:8 通过变压器市场网平台信用论证中心认证
通过变压器市场网平台信用论证中心认证 
1.本线由精密测长装置,美国Rockwell(Allen-Bradley)交流伺服系统配合当今世界最先进的运动控制系统实现高精度定长送料,保证了剪切精度。
2.采用直观的彩色全中文人机界面,操作人员通过触摸屏即可轻松完成片形选择、参数修正等操作。
3.计算机进行长度补偿,快速调整剪切长度。
4.采用双头开卷机以提高生产效率;液压撑紧和电动转动控制。
5.冲床采用滚动直线轴承导向、剪床采用直线导轨(PMI重载型号)导向。
6.冲、剪床刀具均采用硬质合金材料,刀具寿命壹百万次/每磨一次。
7.全线调宽导向采用自动调宽导向。片料导向系统为横向中心对称开合结构(中心定位);调宽系统采用集中驱动,编码器反馈闭环技术自动调宽,同时附加手动微调功能、位置指示器显示观察功能。
8.采用硬质合金导轨,平均使用周期8~10年;全部导轨系统采用直线导轨导向,滚珠丝杠副传动。
9.冲缺冲床横向移动采用伺服装置控制,能够自动完成步进式叠积铁心片的剪切。
10.总线控制系统:采用美国Rockwell(Allen-Bradley)独有的PLC、全线的伺服驱动器、变频器等以太网环形总线控制技术,实现了全数字化、智能化控制,可靠性与控制精度均有较大提高。大多数传感器、电磁阀都就近接入DP总线,控制信号与电力供给都由DP总线提供。DP总线的使用,大大减少了电缆的数量,从而提高了设备的可靠性,降低了检修成本,提高了故障诊断的效率。
生产线技术参数
剪切厚度 Thickness of sheet (mm):0.23 - 0.35
剪切宽度 Width of sheet (mm):40 - 440
剪切长度 Length of sheet (mm):250 - 2500
工作送料速度 Feeding speed (m/min):0 - 200
剪切长度误差 Accuracy of cutting length (mm):±0.10
剪切角度误差 Accuracy of cutting angle (o):±0.02
剪切毛刺误差 Shear burr error (mm):<0.02
冲模使用寿命 Punch mould working life (万次 10000 times):>20 (刃磨一次 per grinding)
剪刀使用寿命 Shear working life (万次 10000 times):>100 (刃磨一次 per grinding)
开卷筒伸缩范围 Open roll telescoping scope (mm):Φ460 - 520
装机容量 Installed capacity (KW):28
产品工作耗气量 Compressed air consumption (cbm/min):1.5
理料机、堆料台
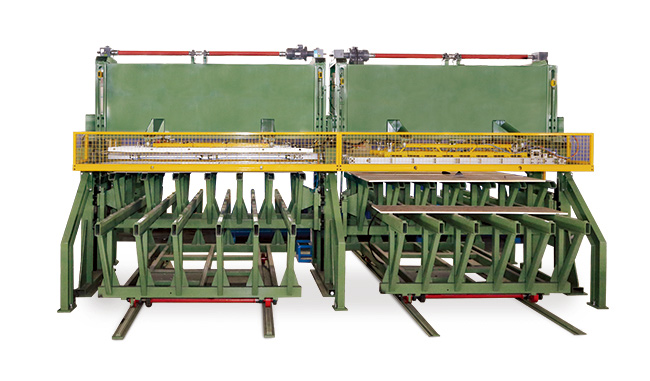
理料机、堆料台
理料机负责把不同片型分离排出并码齐。
由机架、传送架、气缸、电机、1#理料架、2#理料架等组成。片料经剪切后,由输送带传送到理料机。由伺服电动机带动1#理料架、2#理料架左右摆动,将片料送至堆料板。堆料位置如图。
堆料高度400mm,可根据用户所生产变压器厚度自行设定,到达设定高度自动停机。最终形成一个变压器的5个铁芯柱子。再进行变压器叠装。可进行人工插片(插轭片)也可进行自动叠装(机器人叠片)。
冲孔冲床

冲孔冲床
冲孔冲床主要由床身、导柱、导套、上下冲模、伺服电机、上冲模高度调整部件组成。冲孔冲床用于带孔片型冲孔,孔大小及位置尺寸精确符合定位要求。
冲孔直径:8~30mm;
选配功能:附加一个冲孔工位实现冲孔位置横向调整功能。
送料机

送料是本机的核心部分,它负责送料和测长,保证各种片型的长度精度,送料机主要核心部件有送料辊、测量辊、 导向定位导轨、伺服电机、编码器、压辊气缸等组成。开卷机卷料料头放出后,由送料机将卷料料头送至冲剪床固定导轨。
送料辊气压:气缸气压~0.3 MPa;
测长辊气压:气缸气压~0.1 MPa;
送料速度:0~240 m/min;
侧导轨调整范围:40~440mm。
双头开卷机

全自动气动开卷机由承载机架、胀轴、电动旋转系统等装置组成,主要是用来释放卷料。4件缸径100的气缸通过伸缩杆带动滑套前后运动,当滑套向前运动时通过连板弧形缩小,当滑套向后运动时弧形撑撑开,这种弧形撑结构简单、运动灵活,卷料保证可靠地固定在胀轴上。
料卷直径范围: ∅500~∅1000mm
料宽:40~440mm;
单头最大载重量:2t;
弧形撑涨缩范围: ∅460~∅520mm
开卷机放料速度无极自动调节范围:0~140m/min;







