[第7年] 指数:8
[第7年] 指数:8 通过变压器市场网信用认证中心认证
通过变压器市场网信用认证中心认证 
1 概述
层间绝缘折边机主要用于变压器线圈层间绝缘纸的折边,使之在
层绝缘的二侧边缘形成端部绝缘结构。提高了线圈的机械强度、绕制效率、降低材料成本。
本折边机的总体结构、折边成型原理、操作控制方式均仿制美国同类进口设备。缩短了研制周期,保证了本机的高生产率、高可靠性。
2 技术规范和功能
2.1 技术规范
绝缘纸卷规格 内孔:Φ76 mm
外径:≤ Φ400 mm
成型后纸卷规格 内孔:Φ76 mm
外径:≤ Φ400 mm
绝缘纸宽度 160 ---- 800 mm
绝缘纸厚度 0.10 ---- 0.21 mm
折边层数 4 层(含底层共5层)
折边宽度 6 mm / 10 mm (标准)
2.2 工作效率
折边成型速度 0 --- 20 M/min (变频无级调速)
刀具外径 Φ 84 mm
刀具数量 8 片
2.3 动力配备
电功率 1.1 KW
电源 三相四线 380V 50Hz
气源 耗气量0.1 M³/min
气管 PVC管(或尼龙管)外径 φ10
2.4 整机占地位置; 5 M × 2 M × 1.1M
3 设备的组成和功能
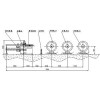
折边机由;1)开卷装置、2)引导装置、3)针孔成型装置、4)折边通道、5)压型装置、6)拖带装置7)收卷装置等组成,8)电器系统及气动系统等组成。
请参照下附的设备总图。
3.1 开卷装置
可拆卸的气胀式滚筒支承在左右二侧的支撑装置上,左支撑前段的旋转短轴设有定位连接孔,使之与气胀式滚筒联动。旋转短轴配有气动阻尼器,可方便地调节阻尼的大小,以控制纸带的涨紧度。右支撑设有活动式尾架,用于装载层绝缘卷料时,装拆气胀式滚筒。
3.2 引导装置
由一组不锈钢滚筒及斜拉伸滚轮、导向装置组成,引导绝缘纸不走偏,并使绝缘纸横向绷紧,便于针孔成型加工。
3.3 针孔成型装置
下成型辊的中心转轴上,设置有槽轮,左右各一件。槽轮上各加工4条细槽和定位槽。槽轮可在轴上移动调整位置后,由锁紧装置定位。上成型轮和轴固定在活动支架上,配有2套簿刀片组,调整刀片间的垫圈厚度可以设定刀片的间距。与下成型轮的细槽对应。通过气缸、扛杆系统的运作,使刀片轮紧紧压在下成型轮上,压紧力可调节。此装置的工作方式为被动式。
3.4 折边通道
该通道由固定支架、活动支架、左右滑台、成型轮等组成。左右滑台均由铝合金制作,架设在滚动直线导轨上,方便地进行调宽,以适应不同宽度的层绝缘纸带。固定支架安装导向辊轮、托板等元件。活动支架上设置成型滚轮,用于控制成型作业时成型轮的位置,使成型始终处于较佳状态。活动支架也由铝合金制作,保证结构的精度。通过折边通道的绝缘纸的二侧边,已形成垂直于纸面的锯齿状的折皱。
3.5 压型装置
在左右固定支架上各设置了5道不同角度的压轮。绝缘纸二侧边已形成的锯齿状的折皱,通过这些压轮,呈水平状并贴紧层绝缘纸面而最终成型。
3.6 拖带装置
由电机、蜗轮变速箱、同步轮系统、超越离合器等组成了驱动装置,是整机的主要动力。
由下滚筒、上压轮、气动连杆机构等组成了拖带装置。成型后的层绝缘纸通过滚筒、压轮装置而拖动层绝缘纸带进行工作运行。
超越离合器将保持拖带装置与收卷装置的同步。调节超越离合器上的工作气压,可以控制收卷的紧适度。
3.7 收卷装置
与开卷装置相同,成型后的层绝缘纸,收卷在可拆卸的气胀式滚筒上。气胀式滚筒支承在左右二侧的支撑装置上,左支撑前段的旋转短轴设有定位连接孔,使之与气胀式滚筒联动。旋转短轴同时是超越离合器的输出轴。右支撑设有活动式尾架,用于卸下成型后的层绝缘卷料,方便地装拆气胀式滚筒。
3.8 电器系统及气动系统
本机采用变频调速方式,使运行速度的调节具有调速范围广、稳定、可靠。
采用的变频器为日本三菱产品,其他电气控制的元件均采用斯耐德(合资公司)产品,保证设备的可靠性。在操作者主控制台位置处设置了紧急按钮,发生异常时可及时停机,以保安全。本系统所有的电控操作均可由总控制台实施作业。
气动系统采用模块化的集中控制方式,采用消声器,使整机噪音水平很低。各分路压力、流量独立可调,管路布局简洁、合理。元件均采用台湾“亚德客”公司产品,保证设备的可靠性。
4. 主要部件的来源
变频器 日本三菱(原装)
电器原件 法国施耐德(合资产品)
气动原件 ATRATC (台湾)
6. 设备交货状态
折边机机整机一套
电气控制系统一套
| 手机版 您好,欢迎来到变压器市场网!平台已覆盖越南、泰国、柬埔寨、缅甸等东南亚,印度、南非、俄罗斯、加拿大等海外区域。






|
公司基本资料信息
|
||||||||||||||||||||||||||||||||
产品详细说明
更多..本企业其它产品